کیفیت سنگهای تولیدی در صنعت سنگ نسبت مستقیمی با موفقیت آن سنگ و برند در بازار دارد. این بدین معناست که هرچقدر کیفیت سنگ تولیدی بهتر باشد خریدار قیمت بیشتری برای آن پرداخت خواهد کرد.
یکی از آیتمهای کیفیت در صنعت سنگ میزان ساب یا درخشندگی سنگ است. ساب سنگ به عوامل متفاوتی مانند: عناصر انسانی، ماشین آلات، مواد مصرفی، شرایط محیطی و... بستگی دارد و در آخر بستهبندی و حمل نیز در میزان این درخشندگی موثر است.
در این مقاله سعی شده است که به این عوامل به صورت تیتروار و در مواردی همراه با توضیح مختصر اشاره شود.
عوامل موثر در کیفیت سنگهای ساختمانی عبارتند از:
- دستگاه برش سنگ(قلّهبر - ارّه)
- دستگاه ساب
- آب کارخانه
- مواد پرکننده و براقکنندهها
- لقمه سابها و سایندهها
- شستشو و خشک کردن نهایی
- برش سنگ(قلّهبر - ارّه)
هر چقدر برش سنگ در این مرحله دقیقتر باشد، تاثیر مستقیمی در کیفیت ساب سنگ تولیدی خواهد داشت. ثابت کردن بلوک بر روی واگن یکی از عوامل مهم در بالا بردن دقت در برش سنگ است. نیروهای ممتد حاصله از برش که از اره یا قله بر وارد بر بلوک می شود باعث ایجاد لرزش در بلوک میشود حال اگر بلوک بر روی واگن و واگن بر ریل کاملا تثبیت نشده باشد دچار خطا و تغییر ضخامت در برش میگردد که این تغییر ضخامتها تاثیر مستقیمی بر ساب نهایی دارند. عوامل مهمی در این قسمت در کیفیت ساب نهایی موثر خواهند بود که عبارتند از: دقت در جوش دادن سگمنتها بر روی تیغه یا دیسک، همراستا بودن سگمنتها بر روی تیغه، تنظیم دقیق میزان کشش تیغهها، فاصله دقیق بین تیغهها(حدالمقدور از رابطهای سنگ خورده استفاده شود چون سطح صیقلی فلز خود باعث جلوگیری از خوردگی میشود) و جلوگیری از تکانهای تیغه و واگن نسبت به هم.
- دستگاه ساب
دستگاه ساب نقش به سزایی در کیفیت ساب نهایی دارد.
2-1. سرعت ساب: (سرعت حرکت عرضی هدها، سرعت پل و سرعت نوار نقاله)
اصولا سرعت پیشروی در دستگاه(سرعت نوار نقاله) نسبت به جنس سنگ و لقمهها و تعداد هدهای مورد استفاده در پیشساب و ساب تعیین میگردد. در اسلب سابها سرعت پل نسبت مستقیمی با کیفیت ساب نهایی دارد.
2-2. پیشساب و کالیبر
معمولا قبل از اینکه سنگ وارد دستگاه ساب اصلی شود، توسط دستگاه، کالیبر میشود و پیشساب میخورد تا چنانچه ایرادی از فرآیند برش همانند باقی ماندن خط و خش و یا ضخامت متغیّر بر روی سنگ باقی مانده بود وسط پیشساب و کالیبر اصلاح شود.
2-3. بازدیدهای دورهای(بازدید چشمی)
در بازدیدهای دورهای چشمی که توسط تکنسین فنی میبایست انجام شود باید به موارد زیر توجه کرد:
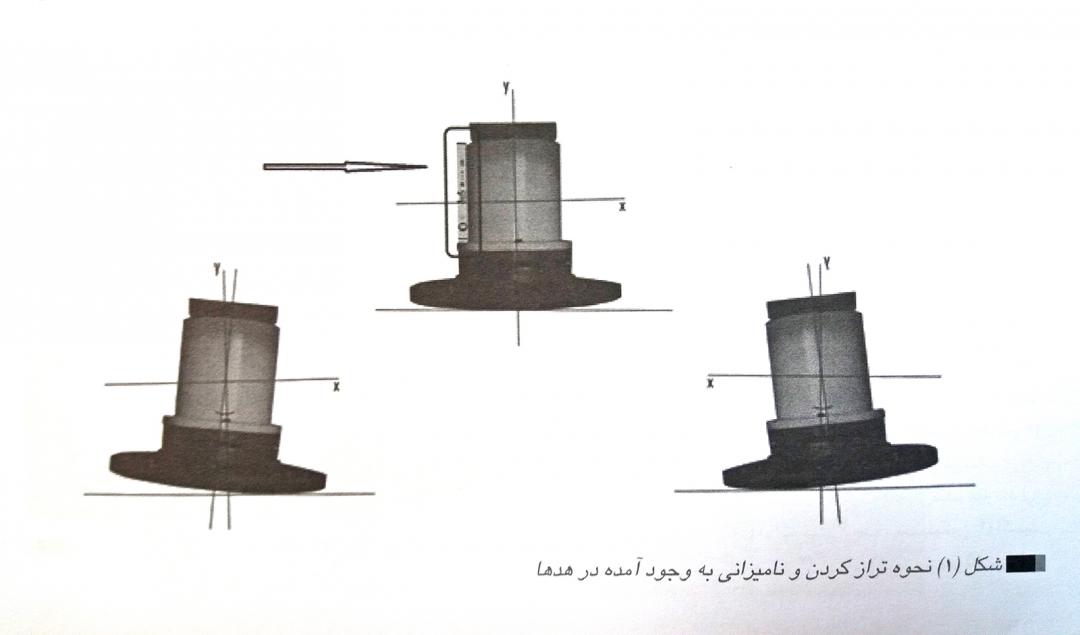
- خود دستگاه باید کاملا تراز نصب شود. هد ساینده بر روی میز دستگاه توسط ابزار اندازهگیری چک و کاملا تراز باشد. تراز بودن هد، به شدت در کیفیت ساب نهایی تاثیر منفی خواهد داشت.(شکل1)
- لقی رولیک در پل عرضی باعث ارتعاش کلّگی ها درهدها میشود. همین امر تاثیر منفی در کیفیت ساب خواهد داشت.
- صفحه زیرین نوار نقاله باید سطحی صاف، صیقلی و تراز باشد. سطح فلزی به مرور زمان به خاطر تماس مستقیم با آب دچار زنگزدگی و خوردگی میشود. به عنوان مثال، کارخانهای را فرض کنید که محصول اصلی آن سنگ 40 طولی است. در دستگاه ساب فشار وارده توسط هدها به سنگ انتقال داده میشود و مجموع این فشار در سطح زیرین نوار باعث فرورفتگی و کاستی در عرض 40 سانتیمتر میشود. حال اگر در این دستگاه سنگ 50 طولی فرآوری شود، فشار هد به دلیل وجود فرورفتگیها موجب شکستگی سنگ میشود.
- تنظیم فشار سابها بر روی هدها نیز یکی از عوامل مهم است.
- آب کارخانه
نقش آب در تمامی مراحل تولید سنگ بسیار مهم و بیبدیل است. آب کارخانه تولیدی سنگ ساختمانی در برش یک نقش در برش یک نقش و در عمل ساب زدن نقش دیگری دارد.
آبی که در چرخه تولید خوب تصفیه نشده باشد و دارای ذرات ریز سنگ باشد موقعی که بین لقمههای پرداخت و پولیش نهایی قرار میگیرد خودش باعث ایجاد خط و خش بر روی سنگ میشود. در نتیجه پیشنهاد میگردد که در دستگاه ساب از آب کاملا صاف و و فاقد ذرات پودر سنگ استفاده شود. بعضا مشاهده شده که آب دستگاه ساب را از دستگاه برش مجزا میکنند که این باعث کیفیت بیشتر ساب خواهد شد.
- مواد پرکننده و براقکنندهها
این مواد به شرح زیر دستهبندی میشوند:
4-1. پرکننده سیمانی: اغلب برای سنگهای تراورتن به کار برده میشود. استفاده از پرکنندههای سیمانی در تراورتنها محاسن و معایبی دارد. بطور کلی رعایت نکاتی برای اینکه محل سوراخهای پر شده با سیمان در کیفیت ساب نهایی تاثیر منفی نداشته باشد، الزامی است. جداسازی سنگهای همرنگ قبل از سیمانکاری، همرنگ درآوردن مخلوط سیمان درستشده با رنگ سنگ در حالت خشک شده، پرشدگی کامل سنگ با فشار کافی، زدن پیشساب قبل از عمل سیمانکاری، خشک شدن کامل سیمان حداقل 3 روز و آب دادن به سنگ در این مدت زمان و رسیدن به مقاومت حداقلی برای جلوگیری از خالی شدن حین عمل ساب و در نهایت ترکیب صحیح مخلوط سیمان بکار برده شده نکاتی است که به کیفیت ساب نهایی سنگ کمک شایانی میکند.
4-2. اپوکسی: از این رزینها به دلیل قیمت نسبتا بالا و دستورالعمل خاص خشک شدن در سنگ ایران کمتر مورد استفاده قرار میگیرد ولی چنانچه به شیوه صحیح استفاده شود سطح شفافیت سنگ نهایی را به شدت بالا میبرد و از آنجا که نفوذپذیری بسیار خوبی دارد باعث تحکیم سنگ میشود.
4-3. پلی استر: رزین پلیاستر دارای قیمت مناسبتری نسبت به رزینهای اپوکسی است رزینهای پلیاستر به صورت بیرنگ با قابلیت تبدیل به انواع رنگها هستند. رزین(پلیاستر) به دلیل ارزانی و عدم نیاز به تجهیزات خاص نسبت به رزینهای دیگر بیشتر مورد استفاده قرار میگیرد.
پرکنندهها جهت پر کردن حفرهها، سوراخها و ترکها مورد استفاده قرار میگیرند و همین امر باعث زیبایی در سنگ میگردد که باید نکاتی را در این باره رعایت کرد.
به دلیل اینکه در طول فرآوری بلوک سنگ دائما با آب در تماس است قبل از رزینکاری سنگ باید در کورههای مخصوص خشک شود و چنانچه سنگ قبل از رزینکاری به اندازه کافی خشک نشود مشکلاتی را ایجاد خواهد کرد که عبارتند از:
- ایجاد فاصله مابین دیواره سنگ و قسمت رزینشده
- نشست رزین بر روی سنگ
- عدم چسبندگی مطلوب رزین بر روی سنگ پیشنهاد میگردد برای جلوگیری از اشکالات مطرح شده بعد از ساب و قبل رزینکاری سنگ کاملا توسط آفتاب و یا دَمندههای قوی خشک گردد و هیچ گرد و غباری بر روی سنگ وجود نداشته باشد.
رزین مناسب باید از مشخّصههای زیر برخوردار باشد:
- ضریب انبساطی و انقباضی حجمی متناسب با نوع سنگ
- قابلیت سابپذیری بالا
- چسبندگی مناسب
- همرنگی با سنگ
- میزان مناسب افزودنی هاردنر(زمانی که رزین سریع به عمل آید با توجه به اینکه وارد محفظهها و حفرههای سنگ شده باشد سطح رویین سفت شده و امکان نفوذ در عمق حفره را پیدا نمیکند و اگر در زمان صحیح و مناسب عملآوری شود، امکان نفوذ در عمق حفره را پیدا میکند و این امر مطلوبترین حالت رزینکاری است.)
چنانچه تمامی موارد ذکر شده به خوبی رعایت شود کیفیت ساب نهایی محصول به بالاترین حد ممکن ارتقاء مییابد.
4-4. واکسها: یکی از راهکارهای افزایش درخشندگی سطح سنگ، استفاده از واکسهایی است که بدین منظور طراحی و ساخته میشوند. این واکسها در آخرین مرحله بر روی سنگ خشک شده اجرا میشود. البته ماندگاری آن نسبت به درخشندگی فیزیکی خود سنگ بسیار کمتر است و مصرفکننده نیز در دورههای زمانی در سنگ اجرا شده از این محصولات استفاده میکند کما اینکه در بسیاری از ساختمانهای مهم که دارای برنامهای برای تعمیر و نگهداری سنگ هستند استفاده روزانه از این واکسها رایج است.
5. سایندهها
سایندهها نقش اصلی در کار صیقل و پولیش سنگ را بر عهده دارند. چیدمان سایندهها با توجه به عواملی مانند نوع جنس سنگ، سرعت نوار و پل متفاوت خواهد بود. سایندهها به ترتیب از زبرتر شروع شده و کمکم نرمتر میشوند و در نهایت لقمههای اسیدی نقش پولیش نهایی را بازی میکنند. ترکیب و تعداد این لقمهسابها به عوامل مختلفی بستگی دارد که عبارتند از: جنس سنگ، تعداد هِدهای دستگاه، سرعت نوار و پُل، دقت در برش از لحاظ ضخامت، میزان فشار و زلال و شفاف بودن آب مصرفی در ساب سایندهها از دو قسمت تشکیل شده عبارتند از:
الف)ذرات ساینده
ب)باندهای تشکیل دهنده
هر کدام از این دسته ساینده ها بر حسب نوع سنگ، فشار متفاوتی از هدها را میطلبد. بطور مثال چنانچه سایندههای اسیدی فشار بیش از حد به سنگ وارد کنند، سنگ دچار ماتشدگی و سوختگی میشود. به منظور جلوگیری از این موارد در لقمه سابها شیارهایی را ایجاد میکنند که باعث گردش آب کافی بین ساینده و سنگ گردد.
اثرات این شیار عبارتند از: کاهش دما بین لقمهها و سنگ، دوام ساینده و سایش بهتر ولی در لقمههای اسیدی به خاطر ماهیت متفاوت آن از شیار استفاده نمیشود. هر چقدر در استفاده از لقمه سابها دقت بیشتری داشته باشیم قطعا تاثیر مستقیمی در کیفیت ساب سنگ تولیدی خواهیم داشت.
- شستشو و خشک کردن سنگ
آب در دستگاه ساب در اثر تماس با لقمههای اسیدی دارای خاصیت اسیدی میشود و چنانچه سنگ خارجشده از دستگاه ساب از این اسید باقیمانده روی سنگ پاک نشود به خاطر وجود اسید روی سنگ کم کم سطح سنگ دچار خوردگی سطحی میشود و کیفیت ساب سنگ خارج شده از دستگاه ساب افول خواهد کرد لذا پیشنهاد میگردد که در انتهای دستگاه ساب و بعد از تمامی کارهای انجام شده بر روی سنگ آبی به جز آب سیستم کارخانه(که حاوی آب اسیدی است) شستشو شود و اصطلاحا دوش گرفته شود و بعد از آن هم پیشنهاد میشود برای جلوگیری از هر گونه ادامه واکنشها بین سنگ و مواد مصرفی توسط دَمندهای خشک شود این عمل باعث میشود که مطمئن شویم گذشت زمان باعث افت و تقلیل ساب سنگ تولیدی ما نشود.
جمع بندی:
تصوّر غلط رایج این است که معمولا کیفیت ساب را فقط به لقمه سابها و یا دستگاه ساب نسبت میدهند در حالیکه قطعا میزان درخشندگی سنگ به عوامل متفاوت مطرح شده در این مقاله ارتباط مستقیمی دارد. بدیهی است که این عوامل بر حسب نوع سنگ و شرایط محیطی متفاوت و در نهایت حمل و نقل و بستهبندی صحیح آن در کارخانه تاثیر مستقیمی بر میزان کیفیت ساب سنگ خواهد داشت. چنانچه تمامی این عوامل موثر که در این مقاله ذکر شد رعایت گردد، محصول نهایی بالاترین حد ممکن کیفیت و درخشندگی را خواهد داشت.
(نویسنده مقاله: مهندس مهدی زندی)

